概 述
金刚石滚轮是一件在回转体上通过粉末冶金或是涂覆的方式在表面固结一层金刚石,并使金刚石层形成一个修整砂轮所需的精密尺寸型面的砂轮修整工具。随着机械加工业的飞速发展,一些行业(如汽车及其零部件)的加工厂商不断追求生产规模化,产品标准化,这就要求工业产品的磨削加工必须向着高效,高精度、高性价比不断发展。金刚石滚轮就是在这种工业要求下,其使用范围正在越来越广泛。
对应于传统的修整方式,如单点修整笔修整,挤压修整等,金刚石滚轮正以其具备的以上优势不断展现越来越广的应用前景和应用领域。
1.金刚石滚轮与金刚石笔在对相同的砂轮进行修整时,视金刚石滚轮的设计参数其磨损量至少保证在单点金刚石比的千分之一以上,而修整效率则至少缩短到单点修整的1/10至1/100,甚至在某些自动化程度比较高的机床上,在被加工工件装卸过程就已经实现了砂轮的修整,可在最大程度上节约工厂的生产成本,其性价比至少是单点修整的5倍以上。
2.相对于一些型面比较复杂,精密要求高的工件,修整比笔由于受到本身干涉性影响,从而无法完成修整,而金刚石滚轮适用于任何复杂型面。
3.使用金刚石滚轮修整加工的工件,相较于其他修整方式,具有精度高,质量稳定性好,由于金刚石滚轮在修整过程中极低的磨耗比,使用金刚石滚轮修整方式加工的工件,能很好的满足工件的互换性要求,降低废品率,也不会出现类似金刚笔修整方式加工后出现的“螺杆”型面,例如在轴承加工中,金刚石滚轮能保证至少30万件同种工件精度基本一致。
类 别
| 制造方法 | 制造方式 | 特点 | 产品精度 | 相对使用寿命 |
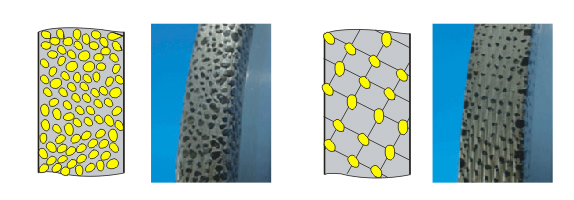
| 内镀法 | UZ | 内镀金刚石随机分布 | 高 | 较高 |
| 规则排列内镀法 | US | 内镀金刚石规则分布 | 高 | 一般 |
| 外镀法 | S | 外镀金刚石随机分布 | 较低 | 较低 |
| 烧结法 | T | 烧结金刚石随机分布 | 高 | 高 |
| 规则排列烧结法 | TS | 烧结金刚石规则分布 | 高 | 高 |
其中内镀法金刚石滚轮适用于中批量高精度使用磨料硬度较低的普通砂轮加工的工件加工,外镀法金刚石滚轮适用中小批量相对较低精度使用磨料硬度较低的普通砂轮加工的工件加工,烧结法金刚石滚轮适用于中大批量高精度工件加工并适用各类高硬度砂轮的修整。一般的CNC数控轨迹类金刚石滚轮必须使用烧结法加工制造。
 b.金刚石滚轮按使用方式的不同可分为以下类别
b.金刚石滚轮按使用方式的不同可分为以下类别
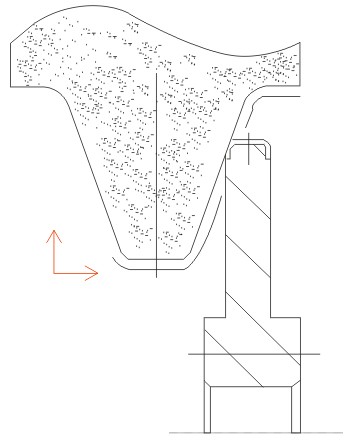
1.切入式修整金刚石滚轮,即将金刚石滚轮的金刚石型面制作成与需要加工的工件需要磨削的型面一致,通过机床直接进给的方式对砂轮进行修整的金刚石滚轮。根据磨削形式的不同,切入式修整金刚石滚轮又可分为斜切式、直切式两种类型(如图)。
切入式金刚石滚轮主要适用于成型定型产品的大批量生产,由于其有精准的尺寸型面,其在进行砂轮修整时,效率非常高,甚至在某些自动化程度比较高的机床上,在被加工工件装卸过程就已经实现了砂轮的修整,可在最大程度上节约工厂的生产成本,同时由于其有确定尺寸型面,在金刚石滚轮的寿命期以内,可以很好的保证同批产品的精度稳定性和互换性,降低废品率。但同时由于其型面的不可更改性,使其只能是针对特定产品的磨削进行砂轮修整,不适用于单件、小批量、产品种类经常变更的磨削场合的砂轮修整。
直切式磨削金刚石滚轮主要用于:机床导轨,通用轴承、丝杠,气门件等工件的磨削加工中的砂轮修整;
斜切式磨削金刚石滚轮主要应用与一些磨削型面宽度比较大或是工件端面需要同时参与磨削的场合,通过工件在磨削过程中工件旋转轴与砂轮轴倾斜一定角度以避免在磨削过程中产生工件端面的的烧伤,同时又可增加砂轮磨削面,减小砂轮径向磨削力,如带法兰轴承、轮毂轴承内圈等工件的磨削加工等。
2.数控轨迹修整金刚石滚轮,即通过一个标准的金刚石层型面(通常为圆弧或尖角)根据数控程序编订的轨迹使砂轮运行走刀实现砂轮修整的金刚石滚轮。其优点是可以通过程序的变更适应各种不同工件磨削时砂轮的高精度修整,同时相对于单点金刚石CNC修整又具有更高的使用寿命及精度稳定性。但相对与切入式修整金刚石滚轮,由于其砂轮廓形需要依靠数控轨迹形成,因此其修整效率较低。
数控轨迹修整金刚石滚轮主要用于齿轮、滚刀、工具、非标零部件磨削加工中的砂轮修整。
使用说明
1.收到滚轮后首先检测滚轮内孔圆柱度,基准面对内孔垂直 度,两平面平行度,均不超过3μm。
2.尽量使用专用的滚轮修整装 置,以保证滚轮安装和使用过程中的精度和刚性,安装后应保证滚轮孔与安装轴之间配合间隙控制在IT5级精度以内,尽量维持在5μm左右,并且滚轮基准面与滚轮上预留的基准外圆跳动不得大于3μm,安装过程中严禁使用硬物敲击滚轮, 以防基准损坏或型面失精,当安装轴径较大,孔径配合较紧时,可以使用热套法安装。
3.滚轮使用前检查修整器的转向与转速,使滚轮的转向和砂轮相反(线速度方向相同),滚轮与砂轮之间线速之比尽量维持在0.3-0.6以内,同时滚轮与砂轮之间的转速尽量避免倍数关系,以达到滚轮的最佳使用效果。
4.滚轮在使用时必须有冷却,不允许干修整。
5.滚轮在修整砂轮的过程中,不允许出现滚轮与砂轮产生冲击,单次修整量可视粗修和精修,砂轮型号,每次修整砂轮后,加 工的工件数量等因素在0.01-0.05mm以内调整。
6.如有其它疑问可及时与厂商取 得联系,未经与厂商协商勿擅自加工,更改滚轮。